

Продукция


-

Листовая легированная сталь
-

3ПЭ
-

Труба бесшовная оцинкованная
-

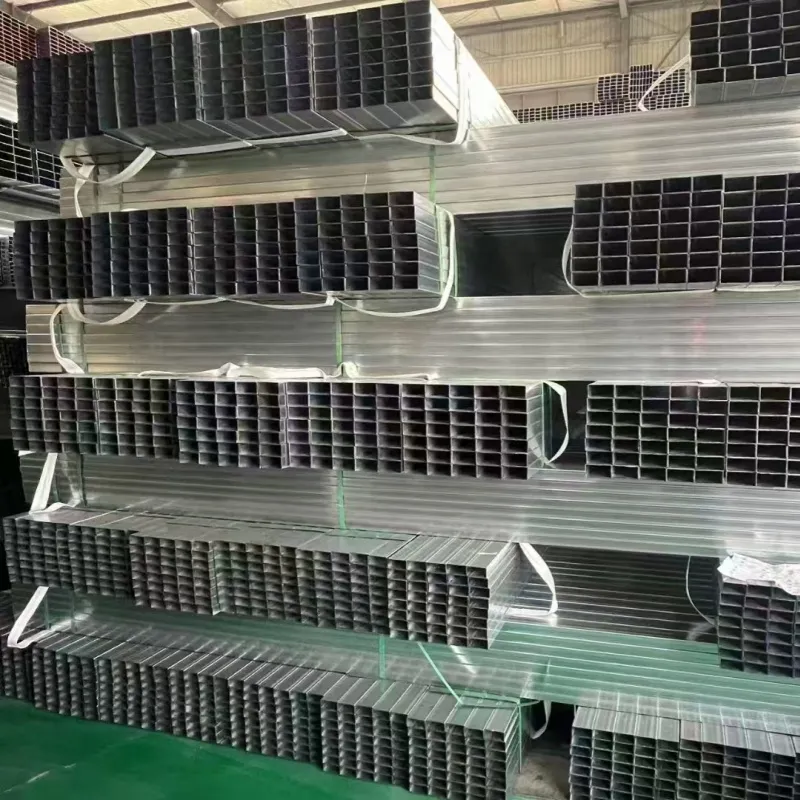
Труба квадратная сварная
-

Трубка специальной формы
-

Фланец
-

Бесшовная труба 3ПЭ
-

Якорь
-

Тройник
-

Бесшовная квадратная труба
-

Оцинкованная квадратная труба
-

Износостойкая пластина
-

Линейная труба
-

Пластина из углеродистой стали
-

Оцинкованный лист
-

Круглая сталь






Горячекатаная стальная труба
Спецификации и параметры: бесшовные горячокатальные стальные трубы характеризуются своим большим размерным диапазоном, обычно охватывающим внешние диаметры (OD) от 21,3 мм до 610 мм и толщины стен от 2 мм до 100 мм. Стандартные длины варьируются от 3 до 12 метров, хотя заказные длины могут быть...
Описание
маркер
Спецификации и параметры: бесшовные горячокатальные стальные трубы характеризуются своим большим размерным диапазоном, обычно охватывающим внешние диаметры (OD) от 21,3 мм до 610 мм и толщины стен от 2 мм до 100 мм. Стандартные длины варьируются от 3 до 12 метров, хотя заказные длины могут быть изготовлены для специализированных проектов. Эти трубы демонстрируют умеренные размерные допуски (±1% от ОД) и предназначены для выдержания высоких внутренних давлений, часто признанных для применений, требующих значений PSI, превышающих 2000.
Особенности и приложения: известные своей превосходной механической прочностью и устойчивостью к тепловому напряжению, горячекатанные трубы являются неотъемлемой частью отраслей промышленности, требующих долговечности в суровых условиях. Их грубозернистая микроструктура, образовавшаяся во время высокотемпературной обработки, повышает несущую способность. Основные приложения включают трубопроводы для передачи нефти и газа, системы котлов в тепловых электростанциях и конструктивные опоры в тяжелой промышленной технике. Они также используются в трубах теплообменников и системах охлаждения ядерных реакторов из-за их способности поддерживать целостность при повышенных температурах.
Сценарии использования: в энергетической инфраструктуре эти трубы являются основой трансграничных транспортных сетей углеводородов. Они имеют решающее значение в химических заводах для транспортировки коррозивных жидкостей при высоких температурах и в строительстве для установки высотных конструкций. Морские платформы полагаются на них для подъемников и подводных трубопроводов, подвергающихся воздействию соленой среды.
Состав материала: обычно изготовлен из углеродных сталей (класс 10, класс 20, класс 45, S355JR, ASTM A106 Gr.B, ST52.4), низкосплавных сталей (16Mn, 15CrMo)
Процесс производства: производится с помощью ротационного пробива нагретых баллонов (1200-1300 ° C), за которым следует многоступенчатое удлинение через тормозные мельницы и измерительные мельницы. Постпроцессная нормализация обеспечивает равномерную микроструктуру. Поверхностные несовершенства удаляются посредством взрыва или маринования.
Упаковка и транспортировка: в комплекте с оцинкованными стальными ремнями, концы труб запечатаны полиэтиленовыми крышками. Внешние поверхности покрыты временными ингибиторами ржавчины (например, маслами на основе растворителей). Насыпные перевозки используют контейнеры с открытым верхом или плоские стойки с амортизационными материалами между слоями, чтобы предотвратить абразию.
Сертификаты: обязательное соответствие стандартам ГОСТ 8732-78, API 5L, ASTM A106/A53 и EN 10210.
")
")
")
связаться с нами
Сопутствующие популярные продукты
Фланец
Спецификации и параметры: Фланцы производятся в классах давления PN6-PN100 (DIN) или ANSI 150-25...
Труба бесшовная оцинкованная
Спецификации и параметры Оцинкованные бесшовные трубы выполнены с точностью с внешним диаметром (...

Оцинкованная сварная труба
Спецификации: Оцинкованные стальные трубы представляют собой полые цилиндрические трубы с защитн...

Крышка трубы
Спецификации и параметры Кропки труб, разработанные в соответствии с ASME B16.9 и MSS SP-75, дос...

Труба бесшовная низкотемпературная
Параметры спецификации: эти трубы спроектированы с учетом строгих размерных допусков в соответств...
Бесшовная труба 3ПЭ
Параметры спецификации: Безшовные трубы с покрытием 3PE (3-слойный полиэтилен), как правило, соот...

Холоднокатаная стальная труба
Спецификации и параметры: холодокатальные бесшовные трубы имеют точно конструированные размеры с ...
Тройник
Спецификации и параметры Тэйы соответствуют ASME B16.25 и ISO 3419, охватывают размеры от ¼" до ...
Оцинкованная квадратная труба
Характеристики и параметры Оцинкованные квадратные трубы производятся размерами от 15×15 мм до 40...

Масляный кожух
Спецификации и параметры: трубы с маслянным корпусом соответствуют строгим спецификациям API 5CT,...

Труба спиральношовная, прямошовная сварная
Спецификации и параметры: Сварные стальные трубы изготовляются во внешних диаметрах (ОД) в диапа...
Круглая сталь
Спецификации: стальные круглые пруты являются твердыми, цилиндрическими металлическими прутниками...

Редуктор
Спецификации и параметры Редукторы соответствуют ASME B16.9 и DIN 2616, доступны в концентрически...

Полиуретановая изоляционная труба
Что такое полиуретановая изоляционная труба? Полиуретановая изоляционная труба - это изоляционный...

Пластиковое покрытие
Стальные трубы с эпоксидным покрытием (EP) - это композитные трубы, которые сочетают механическую...
Якорь
Спецификации и параметры: Скальные болты диаметром от 16 до 32 мм и длиной от 1 до 12 метров, с ...



