

Продукция


-

Оцинкованная сварная труба
-

Якорь
-

Локоть
-

Труба из углеродистой стали
-

Бесшовная труба 3ПЭ
-

Крышка трубы
-

Износостойкая пластина
-

Пластина из углеродистой стали
-

Листовая легированная сталь
-

Хонинговальная трубка
-

Оцинкованный лист
-

Котельные трубы
-

Фланец
-

Редуктор
-

Горячекатаная стальная труба
-

Холоднокатаная стальная труба






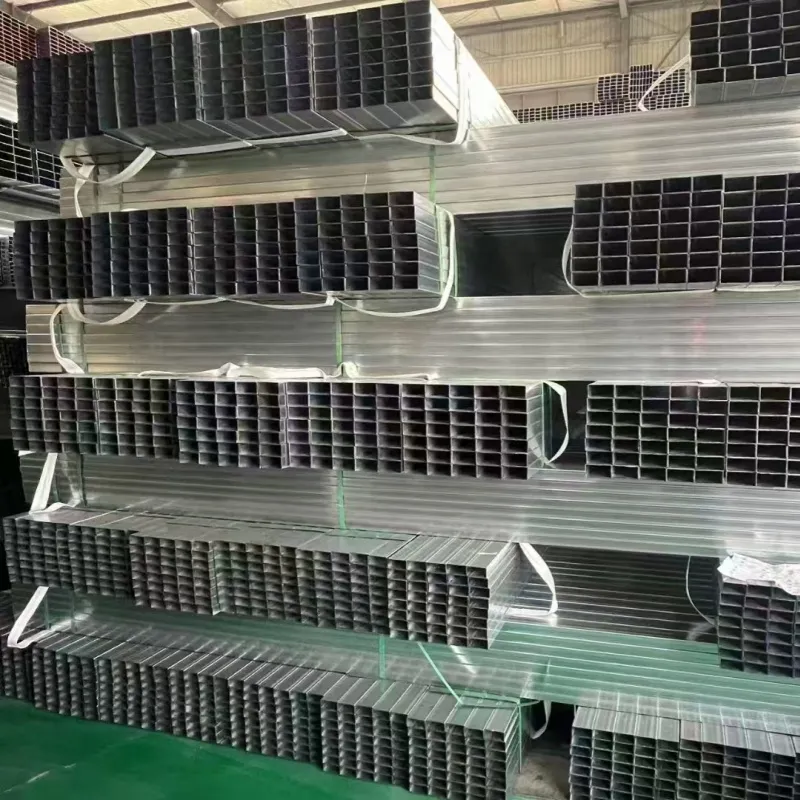
Труба квадратная сварная
Характеристики и параметры Сварные квадратные трубы производятся со стандартными внешними размерами от 10×10 мм до 500×500 мм, с толщиной стенки 0,8-25 мм и длиной 6-18 метров. Допуски размеров соответствуют ASTM A500 Gr. B/C (±1,5% по внешней ширине, ±10% по толщине стенки). Обычные виды отде...
Описание
маркер
Характеристики и параметры
Сварные квадратные трубы производятся со стандартными внешними размерами от 10×10 мм до 500×500 мм, с толщиной стенки 0,8–25 мм и длиной 6–18 метров. Допуски размеров соответствуют ASTM A500 Gr. B/C (±1,5% по внешней ширине, ±10% по толщине стенки). Обычные виды отделки поверхности включают прокатную окалину, горячее цинкование (цинковое покрытие: 60–275 г/м²) или окрашенные покрытия. Радиусы углов обычно составляют 1–3 толщины стенки в зависимости от требований применения.
Особенности и применение
Эти трубы отличаются экономической эффективностью и структурной универсальностью, что делает их идеальными для строительных каркасов, промышленных стеллажей и сельскохозяйственного оборудования. Сварные швы обеспечивают постоянную прочность по всей длине, подходят для систем крепления солнечных панелей и опор конвейерных лент. Оцинкованные варианты устойчивы к коррозии в тепличных конструкциях и наружных вывесках, в то время как предварительно окрашенные трубы служат архитектурными фасадами, требующими эстетической привлекательности.
Сценарии использования
1.Строительство: каркасы модульных зданий, лестничные поручни.
2.Транспортировка: шасси грузовых прицепов, усиление грузовых контейнеров.
3.Возобновляемая энергия: внутренние распорки башни ветряной турбины.
Состав материала
Основные материалы включают углеродистую сталь (Q235, S355JR), высокопрочную низколегированную сталь (ASTM A607) и нержавеющую сталь (304, 430) для коррозионных сред. Оцинкованные марки соответствуют EN 10346 DX51D+Z.
Производственный процесс
Рулонам или пластинам придают квадратные профили методом холодной формовки с использованием профилегибочных машин, после чего выполняется высокочастотная индукционная сварка (HFIW) для сплавления продольных швов. Послесварочные процессы включают отжиг швов для устранения концентрации напряжений, калибровочные ролики для точности размеров и гидростатические испытания (1,5× рабочее давление). Для защиты от коррозии применяются такие виды обработки поверхности, как цинковое напыление или порошковое покрытие.
Упаковка и транспортировка
Трубы связываются УФ-стойкими нейлоновыми ремнями и оборачиваются полиэтиленовой пленкой. Оцинкованные блоки прокладываются бумагой VCI для предотвращения белой ржавчины. Для экспортных поставок используются плоские стеллажи с защитными кромками для минимизации деформации во время транспортировки по морю.
Сертификации
Соответствие стандартам ASTM A500 (конструкционные трубы), EN 10219 (холодногнутые сварные секции) и ISO 1461 (цинкование). Огнестойкие варианты соответствуют стандарту BS 476-22 по безопасности зданий.
")
")
")
связаться с нами
Сопутствующие популярные продукты

3ПЭ
Спецификации и параметры: Трубы с покрытием 3PE предназначены для диаметров DN50 до DN1600 (2 "-...

Тройник
Спецификации и параметры Тэйы соответствуют ASME B16.25 и ISO 3419, охватывают размеры от ¼" до ...

Пластиковое покрытие
Стальные трубы с эпоксидным покрытием (EP) - это композитные трубы, которые сочетают механическую...
Труба из углеродистой стали
Спецификации и параметры Углеродные бесшовные стальные трубы изготовляются в размерах от 1/8" до...
Холоднокатаная стальная труба
Спецификации и параметры: холодокатальные бесшовные трубы имеют точно конструированные размеры с ...

Полиуретановая изоляционная труба
Что такое полиуретановая изоляционная труба? Полиуретановая изоляционная труба - это изоляционный...

Бесшовная квадратная труба
Характеристики и параметры Бесшовные квадратные трубы изготавливаются с высокой точностью, их вне...
Горячекатаная стальная труба
Спецификации и параметры: бесшовные горячокатальные стальные трубы характеризуются своим большим ...
Оцинкованная сварная труба
Спецификации: Оцинкованные стальные трубы представляют собой полые цилиндрические трубы с защитн...
Бесшовная труба 3ПЭ
Параметры спецификации: Безшовные трубы с покрытием 3PE (3-слойный полиэтилен), как правило, соот...
Фланец
Спецификации и параметры: Фланцы производятся в классах давления PN6-PN100 (DIN) или ANSI 150-25...

Труба спиральношовная, прямошовная сварная
Спецификации и параметры: Сварные стальные трубы изготовляются во внешних диаметрах (ОД) в диапа...
Редуктор
Спецификации и параметры Редукторы соответствуют ASME B16.9 и DIN 2616, доступны в концентрически...
Локоть
Спецификации и параметры Локти производятся по MSS SP-43 и BS 1640, с радиусами изгиба от 1D до ...

Труба бесшовная оцинкованная
Спецификации и параметры Оцинкованные бесшовные трубы выполнены с точностью с внешним диаметром (...

Труба бесшовная низкотемпературная
Параметры спецификации: эти трубы спроектированы с учетом строгих размерных допусков в соответств...



