

Продукция


-

Износостойкая пластина
-

Бесшовная труба 3ПЭ
-

Крышка трубы
-

Листовая легированная сталь
-

Оцинкованный лист
-

Локоть
-

Хонинговальная трубка
-

Холоднокатаная стальная труба
-

Масляный кожух
-

Редуктор
-

Пластиковое покрытие
-

Бесшовная квадратная труба
-

Якорь
-

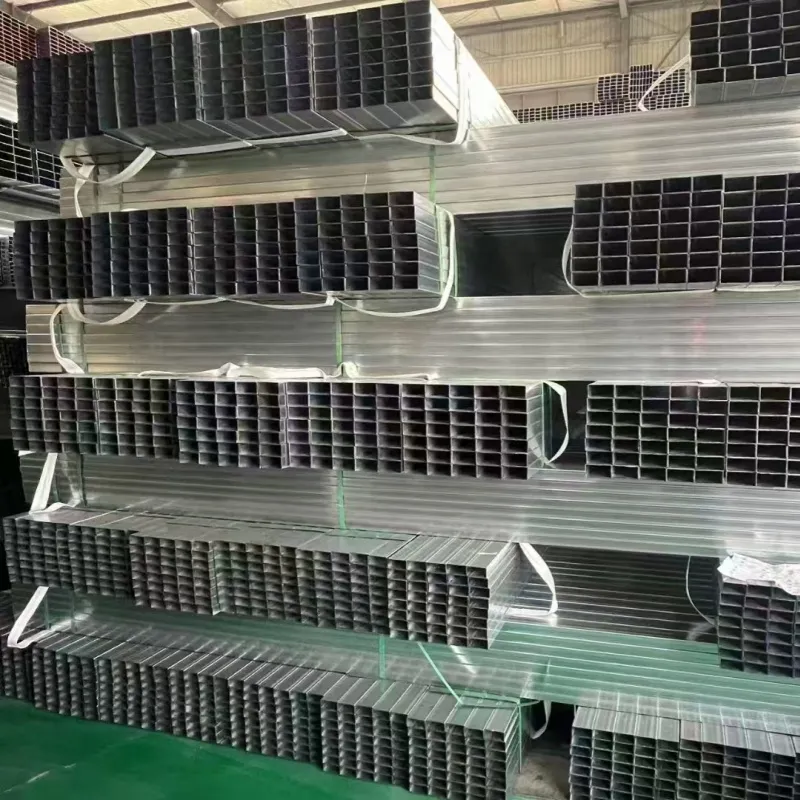
Оцинкованная квадратная труба
-

Полиуретановая изоляционная труба
-

Фланец






Труба спиральношовная, прямошовная сварная
Спецификации и параметры: Сварные стальные трубы изготовляются во внешних диаметрах (ОД) в диапазоне от 21,3 мм до 2500 мм, с толщиной стен, охватывающей 0,8-50 мм. Стандартные длины варьируются от 6 до 18 метров, хотя для крупномасштабных инфраструктурных проектов можно достичь заказных длин...
Описание
маркер
Спецификации и параметры:
Сварные стальные трубы изготовляются во внешних диаметрах (ОД) в диапазоне от 21,3 мм до 2500 мм, с толщиной стен, охватывающей 0,8-50 мм. Стандартные длины варьируются от 6 до 18 метров, хотя для крупномасштабных инфраструктурных проектов можно достичь заказных длин до 24 метров.Эти трубы классифицируются на продольные швы (прямая сварка) и спиральные швы (спирально сварка) типов, с размерными допусками, придерживающимися ±1% OD и ±10% толщины стенки в соответствии со стандартами, такими как API 5L и ASTM A53.Номинальное давление обычно варьируется от 150 PSI до 2000 PSI, в зависимости от класса материала и целостности сварки.
Особенности и приложения:
Сварные трубы отличаются экономической эффективностью и быстрой масштабируемостью производства, что делает их идеальными для некритических приложений под давлением. Их равномерная толщина стен и гладкие внутренние поверхности минимизируют трение жидкости, оптимизируя производительность в сетях распределения воды, канализации HVAC и системах ришения. Спиральные сварные варианты, с их присущей конструктивной жесткостью, предпочтительны для накладки фундаментов в гражданском строительстве и дренажных системах большого диаметра. Трубы с продольным швом доминируют в автомобильных выхлопных системах и сельскохозяйственном орошении из-за их легкой конструкции.
Сценарии использования:
В городских проектах водоснабжения сварные трубы образуют основу муниципальных сетей, сопротивляясь внутренней коррозии через оцинкованные покрытия. Нефтегазовый сектор использует сварные трубы, соответствующие API 5L, для сбора линий в местах низкого давления.Кроме того, они служат конструктивными колоннами на этапах временных событий и опорами конвейерных лент в горнодобывающих операциях.
Состав материала:
Общие материалы включают низкоуглеродные стали (Q235, S235JR / ASTM A36) и аустенитные нержавеющие стали (304, 316L) для коррозионных сред.
Процесс производства:
Катушки или пластины образуются в цилиндрические формы с помощью холодной или горячей прокатки, за которой следует высокочастотная индукционная сварка (HFIW), электрическая сопротивляемая сварка (ERW), спиральная погруженная дуговая сварка (SSAW) или погруженная дуговая сварка (SAW).Процессы после сварки включают отжигание для облегчения напряжения, гидростатическое испытание (1,5 × рабочее давление) и нерушительное испытание (NDT) с использованием ультразвуковых или рентгеновских методов. Для коррозионной устойчивости применяются поверхностные обработки, такие как цинкование (цинковое покрытие) или краска.
Упаковка и транспортировка:
Трубы поставлены с нейлоновыми ремнями и оснащены пластиковыми конечными крышками, чтобы предотвратить повреждения. Для перевозки насыпными грузами используются прицепы с плоскими кроватями с деревянными дистанциерами, чтобы избежать деформации во время транзита.
Сертификаты:
Соответствие ISO 3183 (нефтепроводы), EN 10219 (конструктивные трубы) и AWS D1.1 (стандарты сварки).Сертификаты пожарной безопасности, такие как BS 476, применяются к интегрированным в здание установкам.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Пластина из углеродистой стали
Спецификации и параметры Пластины из углеродной стали доступны толщиной 1,5-300 мм, шириной до 45...
Листовая легированная сталь
Спецификации и параметры Трубы из сплавной бесшовной стали доступны в диаметрах от ½" до 24" с т...

Труба из углеродистой стали
Спецификации и параметры Углеродные бесшовные стальные трубы изготовляются в размерах от 1/8" до...

Оцинкованная сварная труба
Спецификации: Оцинкованные стальные трубы представляют собой полые цилиндрические трубы с защитн...

3ПЭ
Спецификации и параметры: Трубы с покрытием 3PE предназначены для диаметров DN50 до DN1600 (2 "-...
Локоть
Спецификации и параметры Локти производятся по MSS SP-43 и BS 1640, с радиусами изгиба от 1D до ...

Котельные трубы
Спецификации и параметры: Котельные трубы производятся во внешних диаметрах (ОД) 10-200 мм, толщи...
Полиуретановая изоляционная труба
Что такое полиуретановая изоляционная труба? Полиуретановая изоляционная труба - это изоляционный...
Бесшовная труба 3ПЭ
Параметры спецификации: Безшовные трубы с покрытием 3PE (3-слойный полиэтилен), как правило, соот...

Труба бесшовная оцинкованная
Спецификации и параметры Оцинкованные бесшовные трубы выполнены с точностью с внешним диаметром (...

Трубка специальной формы
Спецификации: специально оформленные стальные трубы, также известные как профильные трубы, предст...
Бесшовная квадратная труба
Характеристики и параметры Бесшовные квадратные трубы изготавливаются с высокой точностью, их вне...
Масляный кожух
Спецификации и параметры: трубы с маслянным корпусом соответствуют строгим спецификациям API 5CT,...

Тройник
Спецификации и параметры Тэйы соответствуют ASME B16.25 и ISO 3419, охватывают размеры от ¼" до ...
Холоднокатаная стальная труба
Спецификации и параметры: холодокатальные бесшовные трубы имеют точно конструированные размеры с ...
Износостойкая пластина
Спецификации и параметры Устойчивые пластины производятся толщиной 3-120 мм, шириной до 3500 мм и...



